The Schoolmaster
Paper mill 1692
This is how paper has been made at The Schoolmaster for three centuries.
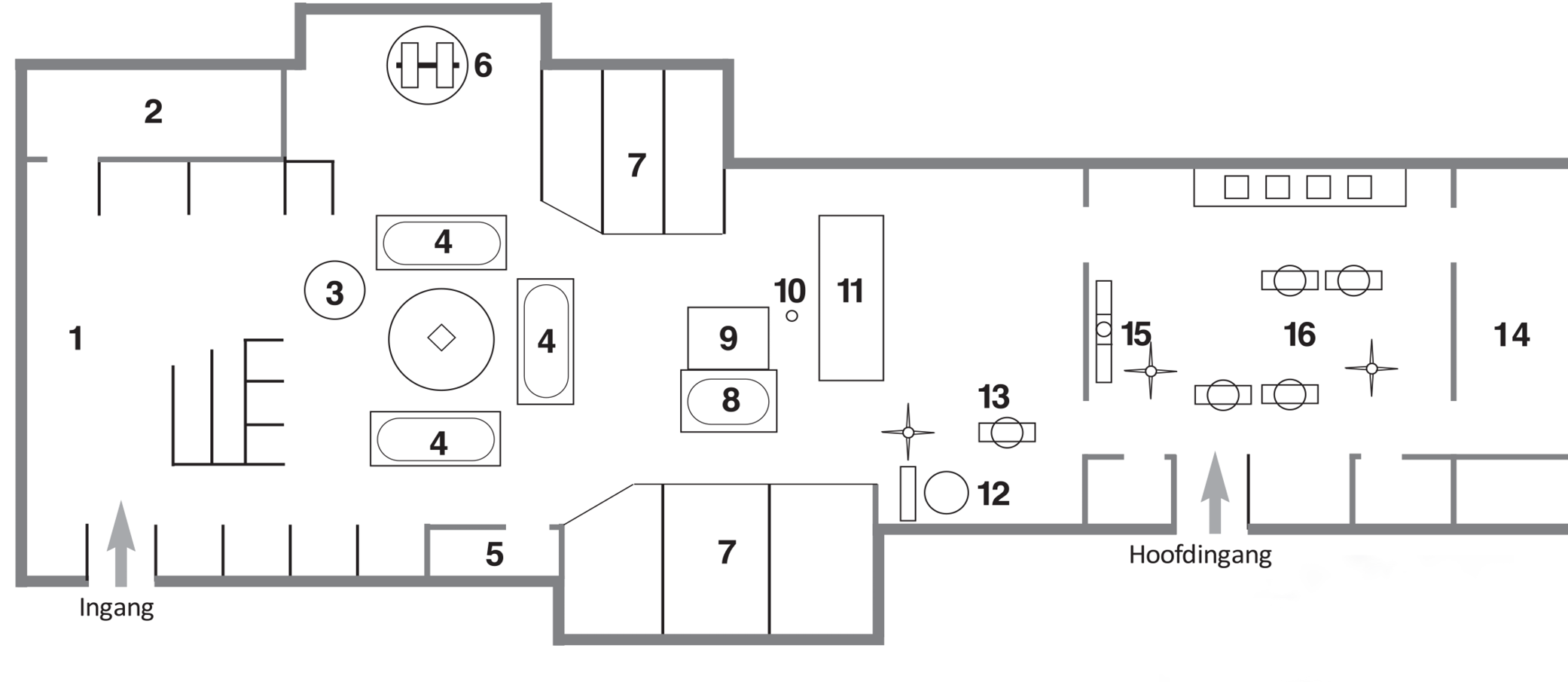
1. The raw materials arrive in the rag barn and are stored by type in the storage greenhouses.
2. From here they went to the rag shed, where women and children used to sort the rags on the hort (slatted table) so that the dust would fall out. The rags were torn into small pieces with a fixed knife, sorted by colour and placed in the box. The knife was also used to remove buttons, buckles and the like. Outside you can still see the grindstone used to sharpen the ripping and stamping knives. Weighing was done on the large scale in the barn. In addition to rags, waste from the textile industry is also used today.
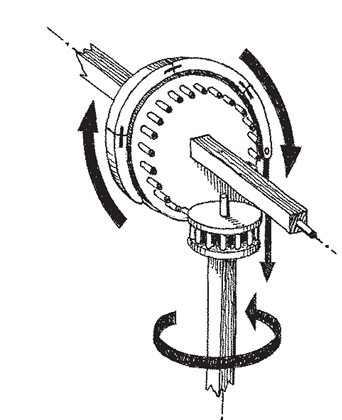
3. The waste pieces go into the pestle barrel to be crushed even finer until ‘the fabric’ is obtained. The same happens with flax or hemp, which are also used as raw materials. The pestles are lifted by an axle with spokes and then fall into the slowly rotating barrel.
The underree (beam above the head) catches the beaters, keeping the blade about 1/2 cm above the bottom of the barrel.
4. In the grinding drums the fabric is mixed with water and finely ground until the fibres are separated.
The grinding roller, which has knives on all sides, rubs against the knives on the grinding plate, which is on the bottom of the drum.
5. In the sharpening chamber, the grinding plates are sharpened with a hammer and chisel. The grinding rollers also need to be sharpened, but this is done in the grinding trough itself. The sharpening room also served as the millers’ hut, where they took their breaks.
6. The edge stones are used to grind old paper. This is used to make grey paper (recycling!).
7. A wooden gutter from the chute rack is used to drain the grinding dust from the grinding bins into the silt boxes.
The water sinks through the slatted floor, leaving only paper dust (siltation = drainage). The silt boxes are storage areas that are filled during periods of high wind and emptied during periods of low wind.
Paper scooping from the ditch outside the mill, the abundant water used in paper making is pumped to the silt boxes by a pump
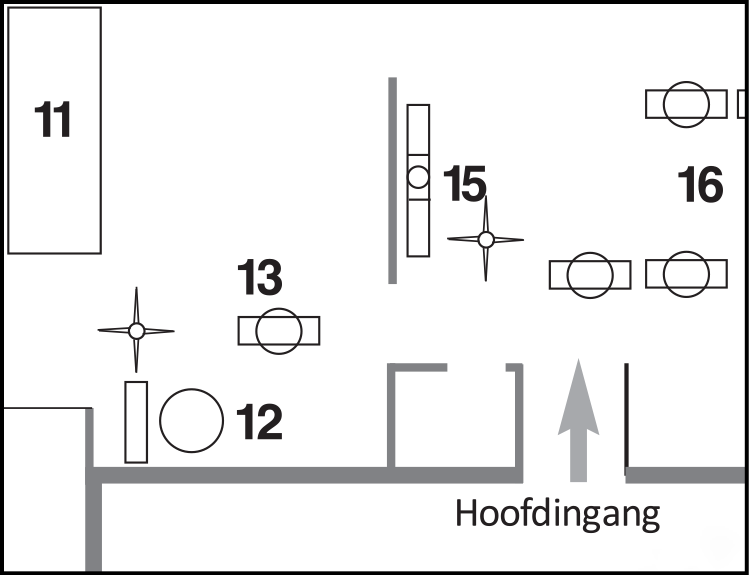
10. From the sludge boxes the paper dust is taken to the agitator 8 where it is mixed with water again. From the agitator bin, the paper dust runs into the scoop box and from there is transported by a wheel with buckets down a wooden chute to the paper machine. Paper machine 11 has been at the mill since 1877, originally powered by steam, but since 1979 by an electric motor. The reason for this is that the machine has to run at a constant speed, which is impossible with the variable wind power. The large amount of water (more than 90%) distributes the dust from the trough onto the slowly rotating sieve belt. The water falls through, while the paper dust wraps around the roller at the end of the belt. When the desired thickness is reached, the paper is cut, removed from the roll and stacked. The thinnest sheets consist of 3 stacked layers, the thickest of 30. A wooden scale hangs near the paper machine to check the weight.
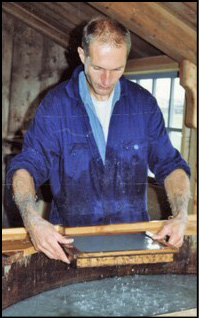
12. Until 1877 the paper was scooped out of the vat with a scoop frame and printed on felt. The oven with a chimney is used to heat the water in the scoop, which speeds up the dewatering of the paper dust.
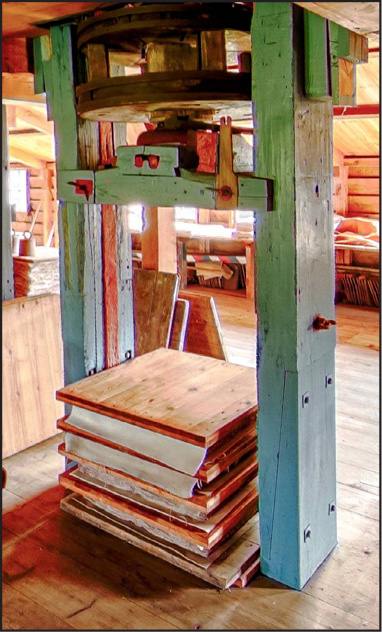
Finishing the sheets are stacked in the wet press to remove as much water as possible. By placing a beam in the press wheel and tightening it with the rope of the capstan, a pressure of about 30,000 kg is applied to the paper. When the water has been squeezed out after about 1.5 hours, the still-wet sheets of paper are hung in the drying shed on grease-free fig rope to dry naturally.
Shutters can be opened on either side of the 60 metre long drying shed to aid drying. The drying time depends on the weather and varies from 3 days to sometimes 3 weeks. After drying, the paper is wilted (small dirt is scraped off with a knife). It is then pressed to make it flat and calendered to make it smooth. The lower roller of the calender 15 is driven by a 17 metre long shaft. A heavy beam exerts a pressure of about 1,500 kg on the upper roller. Each sheet passes between the rollers 3-4 times. Finally, the paper, sorted by thickness, is fed into the drying press16 and then packaged for sale.
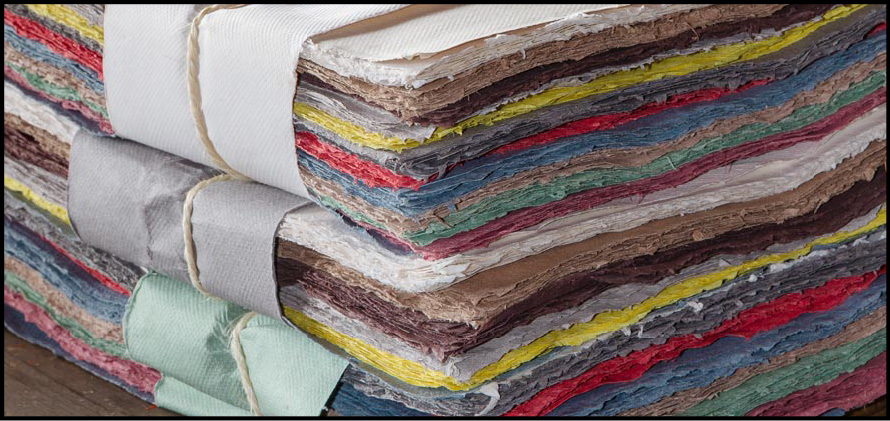
In the past, Zaansch Bord was mainly used for packaging, but today it is used for all kinds of artistic purposes, such as posters, silkscreen prints, watercolours, etchings and charters. It is also often used as a book cover or conservation tape:
In the paper industry, paper is now made from wood products, but The Schoolmaster still uses rags, textile waste, flax and hemp as raw materials.
Available sizes
Approximately 62 x 72 cm, 62 x 36 cm, 30 x 40 cm, 30 x 21 cm and 30 x 11 cm. Other sizes are possible after consultation.
De Schoolmeester produces:
Zaansch Bord, made from 65% cotton and 35% flax or hemp In the past, moss paper was made from 90% peat moss and 10% hemp. It was used to seal seams in wooden ships, locks and other flood protection structures. Each sheet has four tear edges.
You can see and buy all types of paper in our paper shop.
You can order online at deschoolmeester@zaanschemolen.nl
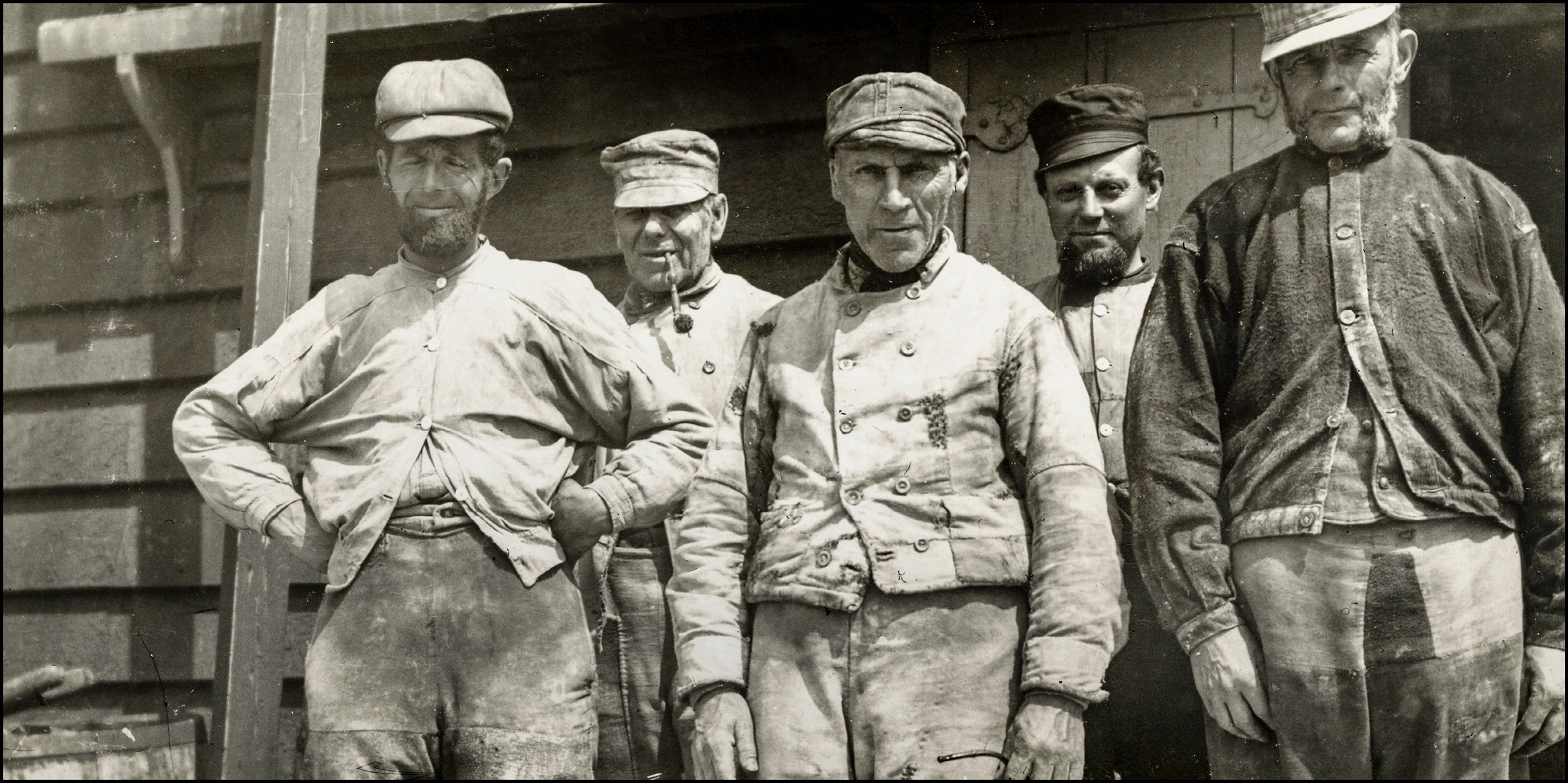
The Zaan region was home to around 60 paper mills, the last of which is De Schoolmeester. Built in 1692, De Schoolmeester was set up to produce wrapping paper. The mill had 13 permanent employees and 5 to 10 rag tearers. The latter were paid by the kilo and earned about f 1.50 per week. Their working hours probably depended on the work on offer. The permanent staff, millers, papermakers, sorters, shredders and others, worked from 6 a.m. to 6 p.m. in the winter, but in the summer - when it was a little longer light - they started at 4 a.m. and worked until 8 p.m. They also worked on Saturdays. When you consider that some of them lived an hour’s walk from the mill, you can imagine the length of the working day. Unlike, for example, the oil mills, where workers were paid according to the quantity processed, paper mill workers were paid a fixed wage, ranging from 8 florins a week for millers and papermakers to 3 florins for sorters and packers.