Le Moulin à papier 1692
Voici comment le papier est fabriqué au Moulin à papier 1692 depuis trois siècles. 1. Les matières premières arrivent dans la grange à chiffons et sont stockées, par type, dans les serres de stockage. 2. De là, elles sont dirigées vers l’atelier de déchirage où, autrefois, les femmes et les enfants triaient les chiffons sur la hort (table à lattes) de manière à faire tomber la poussière. Sur le banc de déchirage, les chiffons étaient déchirés en petits morceaux à l’aide d’un couteau fixe, puis triés par couleur et placés dans la boîte. Le couteau servait aussi à enlever les boutons, les boucles, etc. On peut encore voir à l’extérieur la meule qui servait à aiguiser les couteaux à déchirer et à estamper. La pesée se faisait à l’aide de la grande balance de la grange. Outre les chiffons, les déchets de l’industrie textile sont également utilisés aujourd’hui.
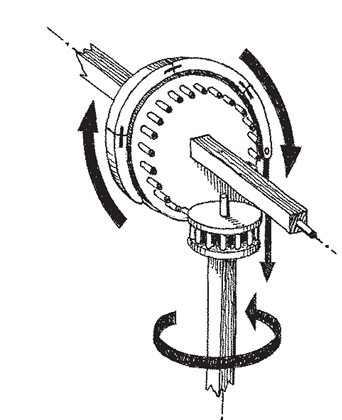
3. Ceux-ci sont ensuite versés dans le tonneau à pilon afin d’être hachés encore plus finement jusqu’à l’obtention du tissu. Il en va de même pour le lin ou le chanvre, qui sont également utilisés comme matière première. Les pilons sont soulevés par un axe à rayons et tombent dans le tonneau qui tourne lentement.
La poutre au-dessus de votre tête attrape les batteurs, en maintenant la lame à environ 1/2 cm au-dessus du fond du tonneau.
4. Dans les tambours de broyage, le tissu est mélangé à de l’eau et finement broyé jusqu’à ce que les fibres soient séparées.
Le rouleau de broyage, dont le pourtour est occupé par des couteaux, frotte les couteaux de la plaque de broyage, qui se trouve au fond du bac.
5. Dans la chambre d’affûtage, les plaques de broyage sont affûtées à l’aide d’un maillet et d’un ciseau. Les rouleaux de broyage doivent également être affûtés, mais cela se fait dans l’auge de broyage elle-même. La salle d’affûtage servait également de cabane pour les meuniers, qui y prenaient leurs pauses.
6. Les pierres à arêtes servent à broyer le vieux papier. Celui-ci est transformé en papier gris (recyclage !).
7. Une gouttière en bois provenant de la crémaillère sert à évacuer la poussière broyée des bacs de broyage vers les bacs de décantation.
L’eau s’écoule à travers le sol en caillebotis, ne laissant que de la poussière de papier (envasement = drainage). Les caisses de décantation sont des zones de stockage qui se remplissent pendant les périodes de vent fort et se vident pendant les périodes de faible vent.
Pelletage du papier
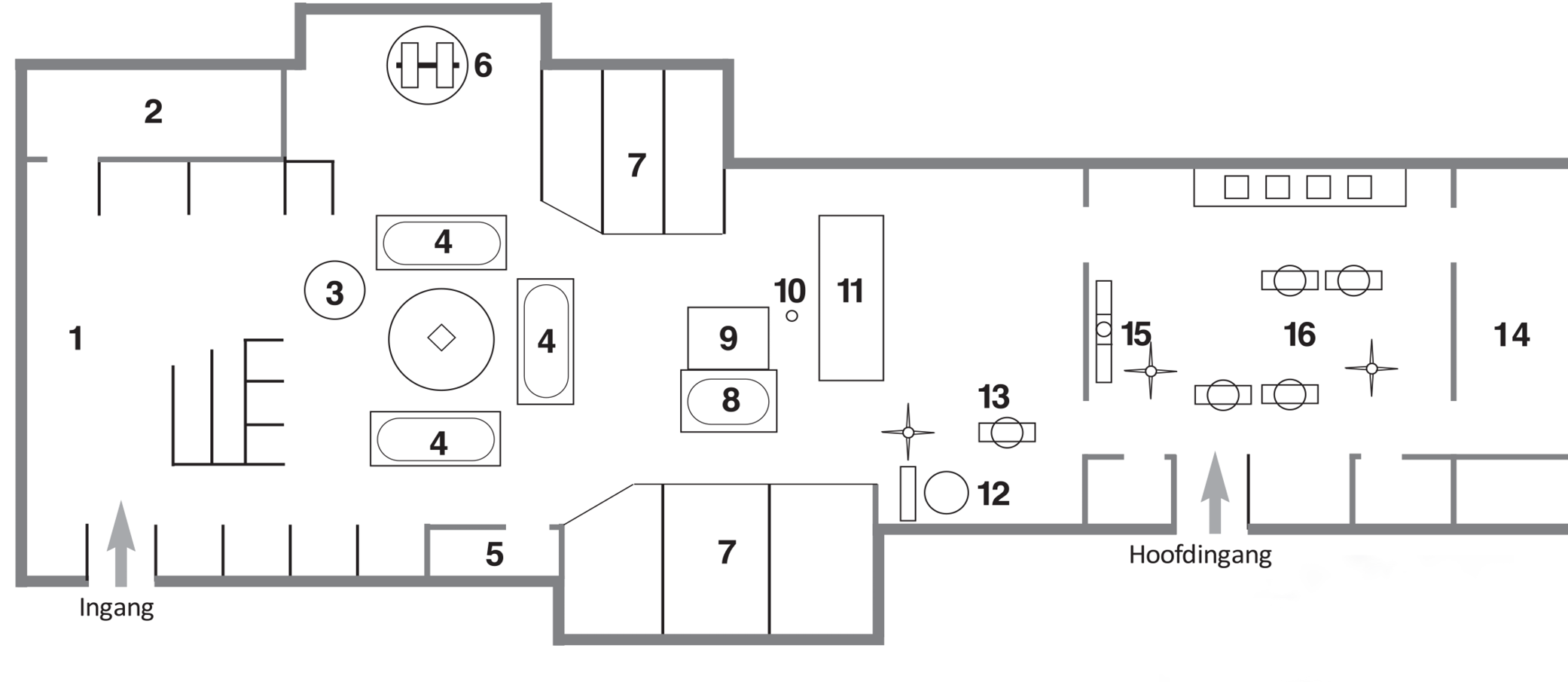
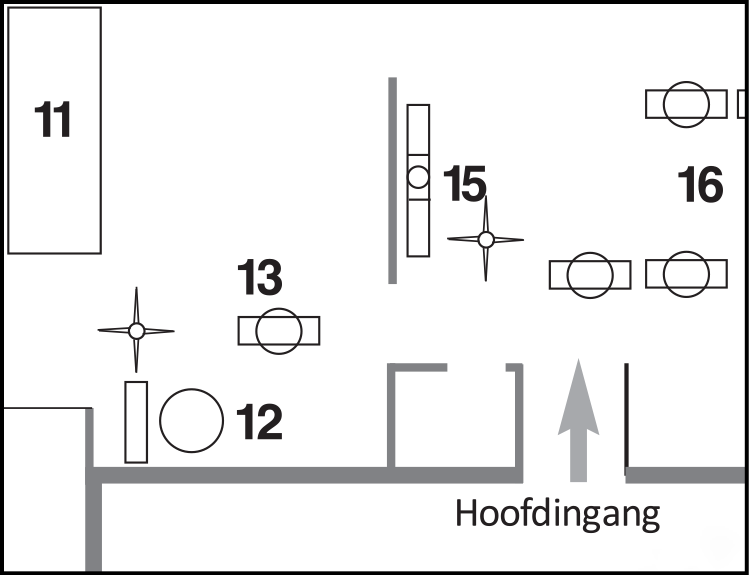
L’eau abondante utilisée pour la fabrication du papier est pompée du fossé situé à l’extérieur du moulin vers les bacs par une pompe 10 Depuis les bacs de décantation, la poussière de papier est acheminée vers l’agitateur 8 où elle est à nouveau mélangée à l’eau. Depuis le bac d’agitation, la poussière de papier s’écoule dans le bac de ramassage et est transportée de là au moyen d’une roue à godets via une goulotte en bois jusqu’à la machine à papier. La machine à papier 11 est présente dans l’usine depuis 1877. Elle fonctionnait à l’origine à la vapeur, mais depuis 1979, elle est équipée d’un moteur électrique. Cela s’explique par le fait que la machine doit avoir une vitesse constante, ce qui est impossible avec l’énergie éolienne, qui n’est pas constante. La grande quantité d’eau (plus de 90 %) répartit la poussière de la gouttière sur le tapis de criblage, qui tourne lentement. L’eau tombe à travers le tapis, tandis que la poussière de papier s’enroule autour du rouleau situé à l’extrémité du tapis. Une fois qu’il a atteint l’épaisseur souhaitée, le papier est coupé, retiré du rouleau et empilé. Les feuilles les plus fines sont composées de 3 couches empilées, les plus épaisses de 30 couches. Une balance en bois est suspendue près de la machine à papier pour en vérifier le poids.
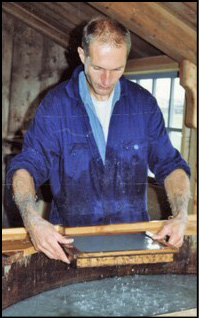
12. Jusqu’en 1877, le papier était retiré de la cuve à l’aide d’un cadre et imprimé sur du feutre. Le four à cheminée sert à chauffer l’eau de la cuve d’écopage, ce qui accélère l’égouttage de la poussière de papier.
Finition
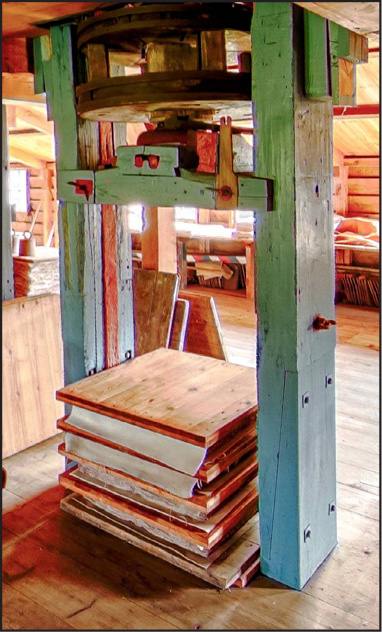
Les feuilles sont empilées dans la presse humide afin d’extraire le plus d’eau possible. En plaçant une poutre dans la roue de la presse et en la serrant avec la corde du cabestan, une pression d’environ 30 000 kg est appliquée au papier. Une fois l’eau extraite, au bout d’une heure et demie environ, les feuilles de papier encore humides sont suspendues à une corde en figue exempte de graisse dans le séchoir et séchées naturellement.
Des volets peuvent être ouverts des deux côtés du séchoir de 60 mètres de long pour favoriser le séchage. Le temps de séchage dépend des conditions météorologiques et varie de 3 jours à parfois 3 semaines. Après le séchage, le papier est flétri (les petites saletés sont enlevées à l’aide d’un couteau). Il est ensuite pressé pour le rendre plat et calandré pour le rendre plus lisse. Le rouleau inférieur de la calandre 15 est entraîné par un arbre de 17 mètres de long. Sur le rouleau supérieur, une pression d’environ 1 500 kg est appliquée par l’intermédiaire d’une lourde poutre. Chaque feuille passe 3 à 4 fois entre les rouleaux. Enfin, le papier, trié par épaisseur, est introduit dans la presse de séchage 16, puis emballé pour être vendu.
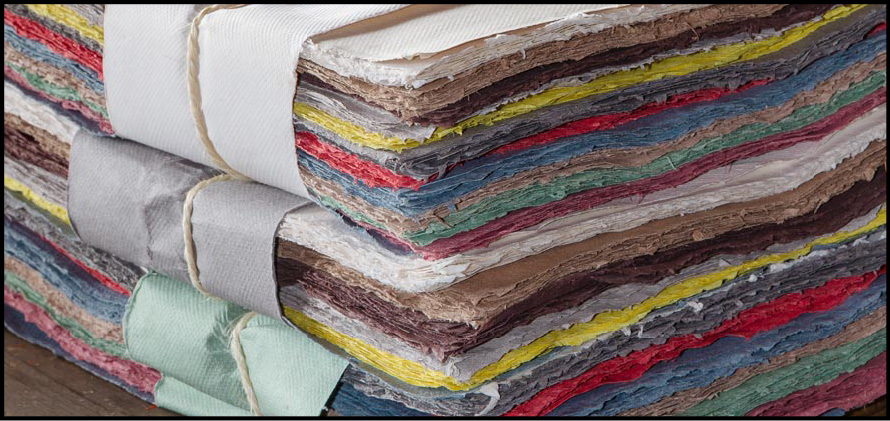
Autrefois, le Zaansch Bord était principalement utilisé à des fins d’emballage, mais aujourd’hui, on l’applique à toutes sortes de fins artistiques, telles que les affiches, les sérigraphies, les aquarelles, les gravures et les chartes. Il est également souvent utilisé comme couverture de livre ou comme ruban de conservation.
Formats standard disponibles:
Dans l’industrie papetière, le papier est aujourd’hui fabriqué à partir de produits du bois, mais chez The Schoolmaster, les chiffons, les déchets textiles, le lin et le chanvre sont toujours utilisés comme matières premières. Les formats disponibles sont les suivants : environ 62 x 72 cm, 62 x 36 cm, 30 x 40 cm, 30 x 21 cm et 30 x 11 cm. D’autres dimensions sont possibles, en concertation.
De Schoolmeester fabrique:
- le Zaansch Bord, fabriqué à partir de 65 % de coton et 35 % de lin ou de chanvre ;
- le papier mousse, qui était fabriqué à partir de 90 % de tourbe et 10 % de chanvre. Il était utilisé pour sceller les coutures des bateaux en bois, des écluses et d’autres ouvrages de protection contre les inondations. Chaque feuille est munie de quatre arêtes dites de déchirure.
Dans notre magasin de papier, vous pouvez voir et acheter tous les types de papier. Les commandes en ligne se font par l’intermédiaire de deschoolmeester@zaanschemolen.nl
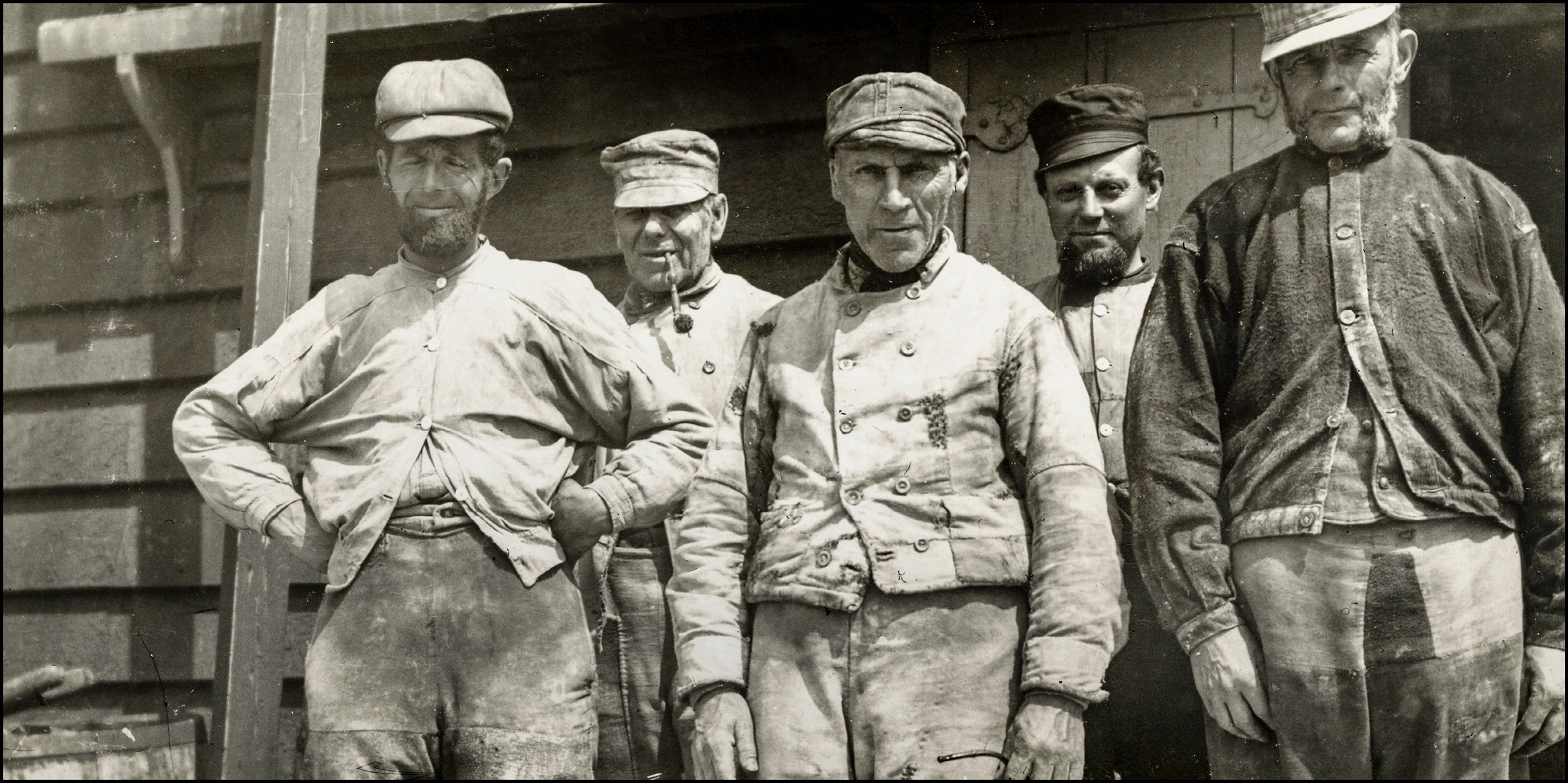
La région de Zaan compte une soixantaine de moulins à papier, dont le dernier est le moulin De Schoolmeester. Construit en 1692, il était destiné à la production de papier d’emballage. Le moulin comptait 13 employés permanents et 5 à 10 chiffonniers. Ces derniers étaient payés au kilogramme et gagnaient environ 1,50 euro par semaine. Leurs horaires de travail dépendaient probablement du travail proposé. Les employés permanents (meuniers, papetiers, trieurs, déchiqueteurs, etc.) travaillaient de 6 heures à 18 heures en hiver, mais en été, quand il faisait un peu plus clair, ils commençaient à 4 heures et travaillaient jusqu’à 20 heures. Le travail était également effectué le samedi. Si l’on considère qu’il y avait parmi eux des personnes qui vivaient à une heure de marche du moulin, on peut imaginer la durée d’une journée de travail. Contrairement aux huileries, par exemple, où le personnel était payé à la quantité traitée, le personnel des papeteries travaillait pour un salaire fixe, allant de 8 florins par semaine pour les meuniers et les papetiers à 3 florins pour les trieurs et les emballeurs.