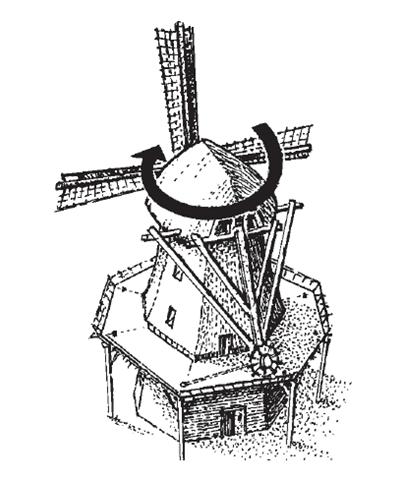
De Schoolmeester Papierfabrik 1692
Seit drei Jahrhunderten wird in De Schoolmeester Papier hergestellt.
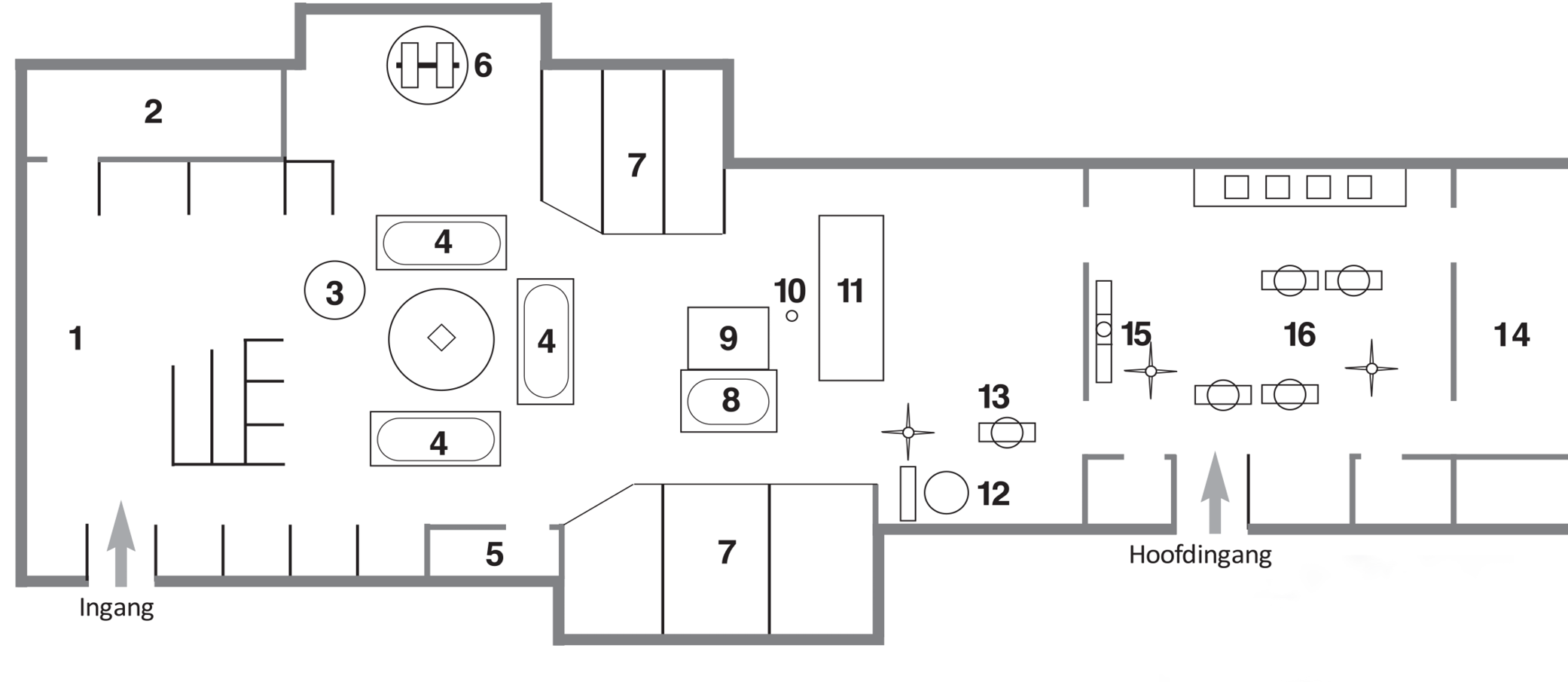
1 Die Rohstoffe kommen in der Lumpenscheune an und werden in den Lagergewächshäusern nach Sorten sortiert gelagert.
2. Von hier aus gelangen sie in den Reißschuppen, wo die Lumpen früher von Frauen und Kindern auf der Reißbank (Lattentisch) sortiert wurden, damit der Staub herausfällt. Auf der Reißbank wurden die Lumpen mit einem feststehenden Messer in kleine Stücke gerissen, nach Farben sortiert und in die Kiste gelegt. Mit dem Messer wurden auch Knöpfe, Schnallen und dergleichen entfernt. Draußen ist noch der Schleifstein zu sehen, mit dem die Reiß- und Stanzmesser geschärft wurden. Gewogen wurde auf der großen Waage in der Scheune. Neben Lumpen werden heute auch Abfälle aus der Textilindustrie verwendet.
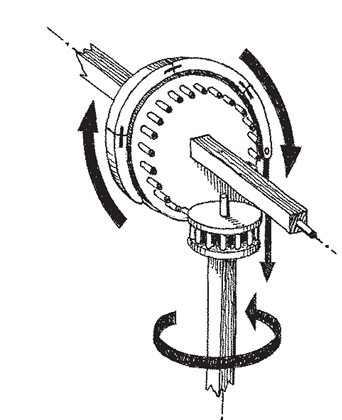
3. In der Stößeltrommel werden die Abfälle noch feiner zerkleinert, bis “der Stoff Das gleiche geschieht mit Flachs oder Hanf, die ebenfalls als Rohstoff verwendet werden. Die Stößel werden von einer Achse mit Speichen angehoben und fallen dann in die sich langsam drehende Trommel.
Das Unterree (Balken über dem Kopf) fängt die Stößel auf und hält das Messer ca. 1/2 cm über dem Boden der Trommel.
4. In den Mahltrommeln wird der Stoff mit Wasser vermischt und fein gemahlen, bis die Fasern getrennt sind.
Die Mahlwalze, die rundum mit Messern bestückt ist, reibt an den Messern der Mahlplatte, die auf dem Boden des Behälters liegt.
5. In der Schärfkammer werden die Mahlplatten mit Hammer und Meißel geschärft. Auch die Mahlwalzen müssen geschärft werden, dies geschieht jedoch in der Mahlkammer selbst. Die Schleifkammer diente auch als Hütte für die Müller, in der sie ihre Pausen verbrachten.
6. Mit den Schleifsteinen wird Altpapier geschliffen. Dieses wird zu grauem Papier verarbeitet (Recycling!).
7. Eine hölzerne Rinne aus dem Rutschengestell dient dazu, den gemahlenen Staub aus den Mahlbehältern in die Schlammkästen zu leiten.
Das Wasser versickert durch den Spaltenboden und lässt nur den Papierstaub zurück (Siltation = Entwässerung). Die Siltationsboxen sind Lagerräume, die bei starkem Wind gefüllt und bei Windstille geleert werden.
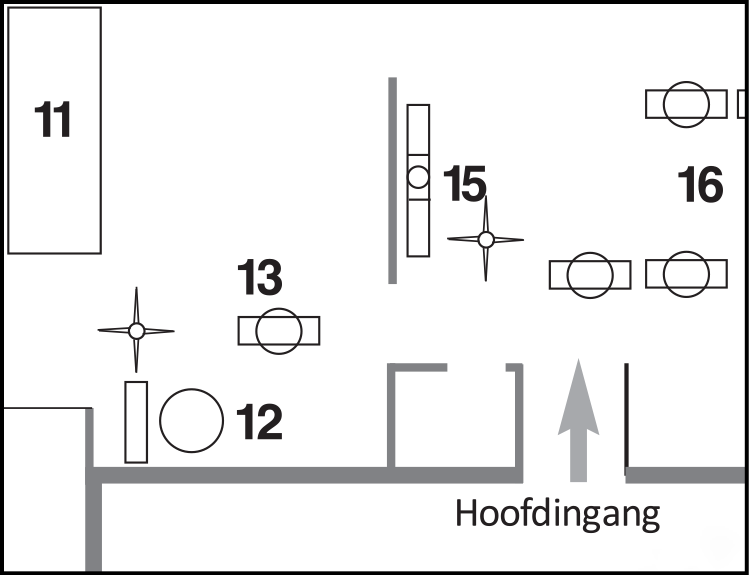
Aus dem Graben vor der Fabrik wird das reichlich vorhandene Wasser, das bei der Papierherstellung verwendet wird, mit einer Pumpe 10 in die Behälter gepumpt. Aus den Schlammbehältern wird der Papierstaub zum Rührwerk 8 gefördert, wo er erneut mit Wasser vermischt wird. Aus dem Rührwerksbehälter läuft der Papierstaub in den Schöpfkasten und wird von dort mit Hilfe eines Becherrades über eine Holzrutsche zur Papiermaschine transportiert. Die Papiermaschine 11 steht seit 1877 in der Fabrik und wurde zunächst mit Dampf und seit 1979 mit einem Elektromotor angetrieben. Der Grund dafür ist, dass die Maschine eine konstante Geschwindigkeit haben muss, was mit der nicht konstanten Windkraft nicht möglich ist. Die große Wassermenge (mehr als 90 %) verteilt den Staub von der Rinne auf das sich langsam drehende Siebband. Das Wasser fällt durch das Siebband, während sich der Papierstaub um die Walze am Ende des Siebbandes wickelt. Wenn das Papier die gewünschte Dicke erreicht hat, wird es geschnitten, von der Walze entfernt und gestapelt. Die dünnsten Blätter bestehen aus 3 Schichten, die dicksten aus 30. Eine hölzerne Waage hängt neben der Papiermaschine, um das Gewicht zu kontrollieren.
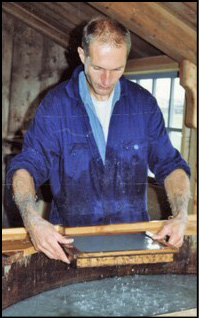
12. Bis 1877 wurde das Papier mit einem Schöpfrahmen aus der Bütte geschöpft und auf Filz gedruckt. Der Ofen mit Kamin dient zur Erwärmung des Wassers in der Schöpfbütte, wodurch die Entwässerung des Papierstaubs beschleunigt wird.
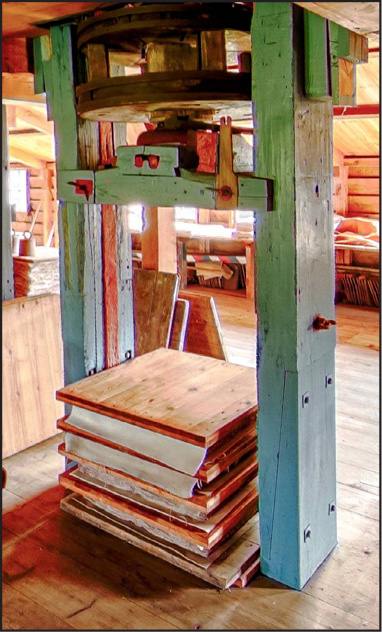
Weiterverarbeitung Die Bögen werden in der Nasspresse gestapelt, um möglichst viel Wasser herauszupressen. Indem ein Balken in das Rad der Presse gelegt und mit dem Seil des Capstan gezogen wird, wird ein Druck von ca. 30.000 kg auf das Papier ausgeübt. Wenn das Wasser nach etwa 1,5 Stunden ausgepresst ist, werden die noch nassen Papierbögen an fettfreien Feigenstiften in den Trockenschuppen gehängt und auf natürliche Weise getrocknet.
Auf beiden Seiten des 60 Meter langen Trockenschuppens können die Fensterläden geöffnet werden, um die Trocknung zu unterstützen. Die Trocknungszeit hängt vom Wetter ab und variiert zwischen 3 Tagen und manchmal 3 Wochen. Nach dem Trocknen wird das Papier entknittert (kleine Verunreinigungen werden mit einem Messer abgeschabt). Danach wird es gepresst, um es flach zu machen, und kalandriert, um es glatter zu machen. Die untere Walze des Kalanders 15 wird von einer 17 m langen Welle angetrieben. Über einen schweren Balken wird ein Druck von ca. 1.500 kg auf die obere Walze ausgeübt. Jedes Blatt läuft 3 bis 4 Mal zwischen den Walzen hindurch. Anschließend wird das Papier nach Dicke sortiert in die Trockenpresse16 gegeben und für den Verkauf verpackt.
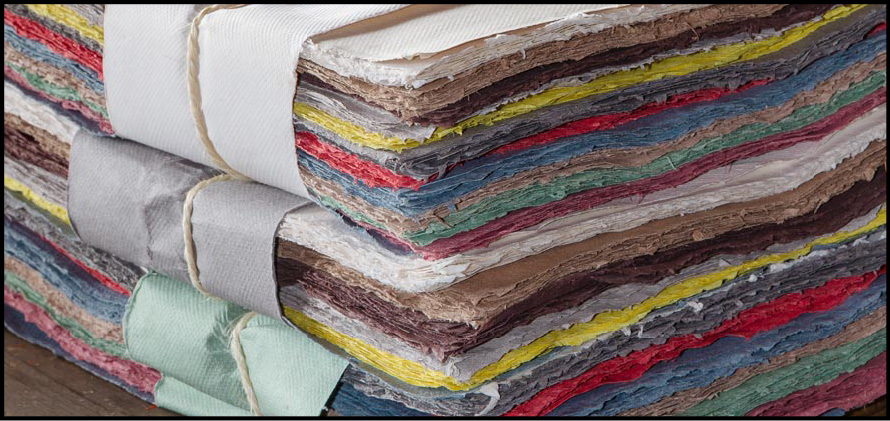
Vom Hadern zum begehrten Endprodukt
Früher wurde Zaansch Bord vor allem zu Verpackungszwecken verwendet, aber heute wird es für alle möglichen künstlerischen Zwecke eingesetzt, z. B. für Plakate, Siebdrucke, Aquarelle, Radierungen und Urkunden. Es wird auch häufig als Bucheinband oder Konservierungsband verwendet:
In der Papierindustrie wird Papier heute aus Holzprodukten hergestellt, aber The Schoolmaster verwendet immer noch Hadern, Textilabfälle, Flachs und Hanf als Rohmaterial.
Lieferbare Formate
Ungefähr 62 x 72 cm, 62 x 36 cm, 30 x 40 cm, 30 x 21 cm und 30 x 11 cm. Andere Größen sind auf Anfrage möglich.
De Schoolmeester stellt her: Zaansch Bord aus 65% Baumwolle und 35% Flachs oder Hanf Früher wurde Moospapier aus 90% Torfmoos und 10% Hanf hergestellt. Es wurde zum Abdichten von Fugen in Holzschiffen, Schleusen und anderen Hochwasserschutzbauten verwendet. Jedes Blatt hat vier so genannte Risskanten. In unserem Papiershop können Sie alle Papiersorten ansehen und kaufen. Online-Bestellung über deschoolmeester@zaanschemolen.nl
In der Zaan-Region gibt es ungefähr 60 Papiermühlen, die letzte davon ist De Schoolmeester. De Schoolmeester wurde 1692 erbaut und stellte Packpapier her. In der Fabrik arbeiteten 13 fest angestellte Arbeiter und 5 bis 10 Lumpensammler. Letztere wurden nach Kilogramm bezahlt und verdienten etwa f 1,50 pro Woche. Ihre Arbeitszeiten richteten sich vermutlich nach dem Arbeitsangebot. Die Festangestellten, Müller, Papiermacher, Sortierer, Häcksler und andere, arbeiteten im Winter von 6 bis 18 Uhr, im Sommer, wenn es etwas länger hell war, fingen sie um 4 Uhr morgens an und arbeiteten bis 20 Uhr. Auch samstags wurde gearbeitet. Wenn man bedenkt, dass unter ihnen auch Leute waren, die eine Stunde zu Fuß von der Mühle entfernt wohnten, kann man sich vorstellen, wie lange ein Arbeitstag dauerte. Anders als z.B. in den Ölmühlen, wo die Mitarbeiter nach der verarbeiteten Menge bezahlt wurden, erhielten die Mitarbeiter der Papiermühlen einen festen Lohn, der zwischen 8 Gulden pro Woche für Müller und Papiermacher und 3 Gulden für Sortierer und Packer lag.